


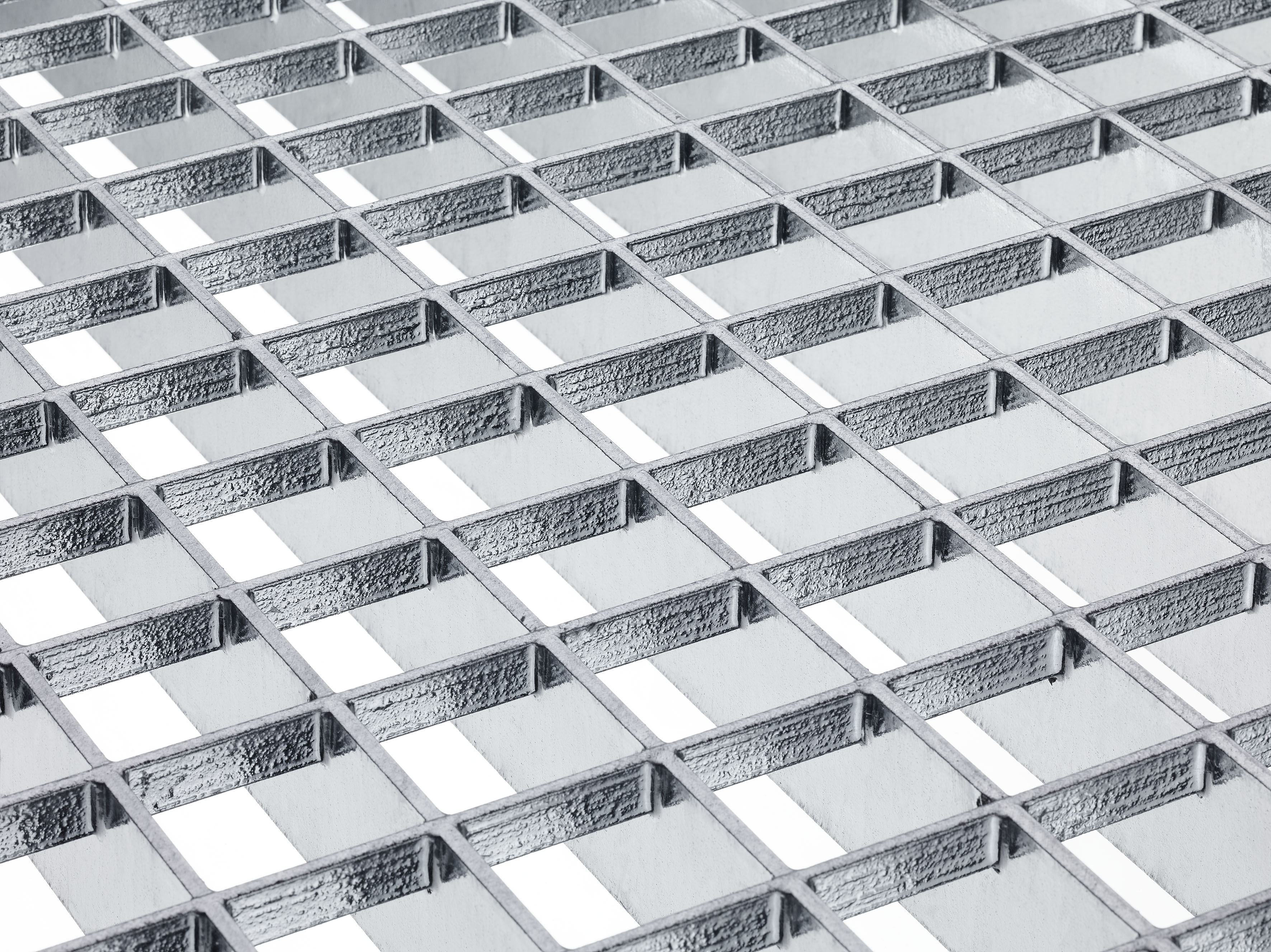
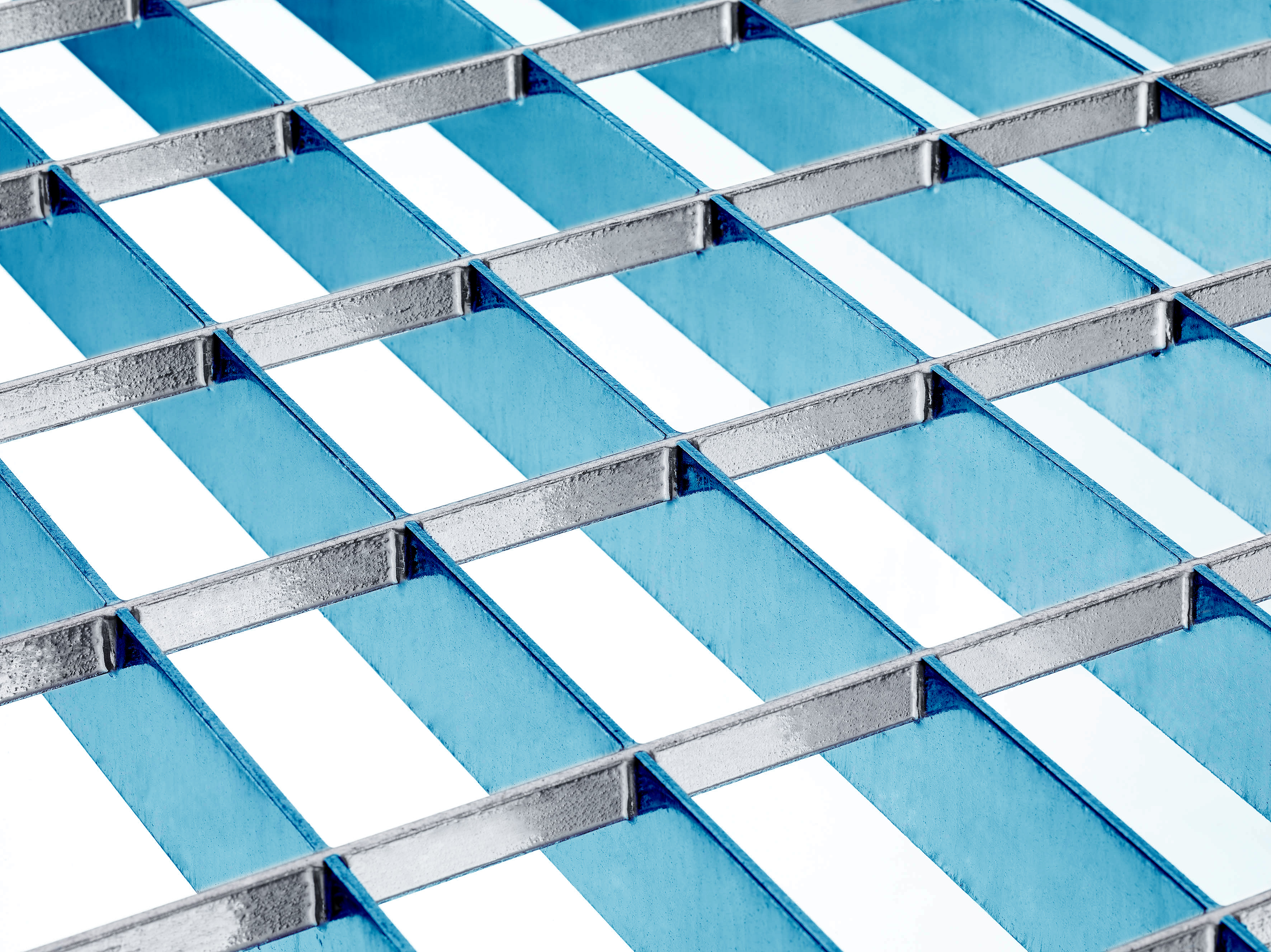
Pressure locked grating
Flexi Riste pressure locked gratings are produced using high pressure and high electrical current. The cross bars are pressed into the bearing bars. This process ensures welded joints at every connection between the cross bar and the bearing bar, creating high strength, robustness, and load capacity.
Afterwards, the edge bar is welded perpendicular to the bearing bars, forming the complete grating.
Flexi pressure locked gratings are produced in hot-dip galvanized steel, stainless steel, acid-resistant stainless steel, and aluminium.
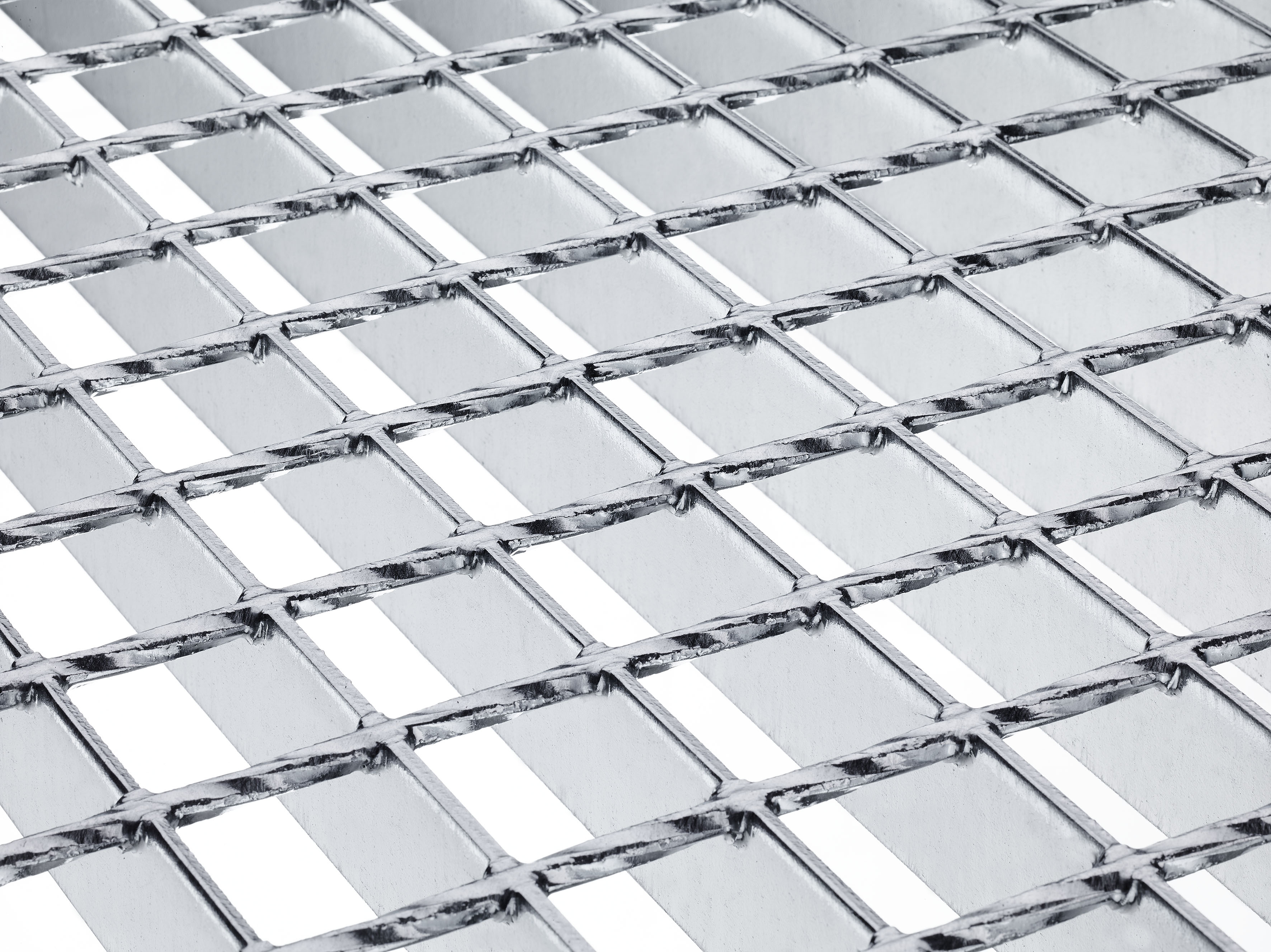
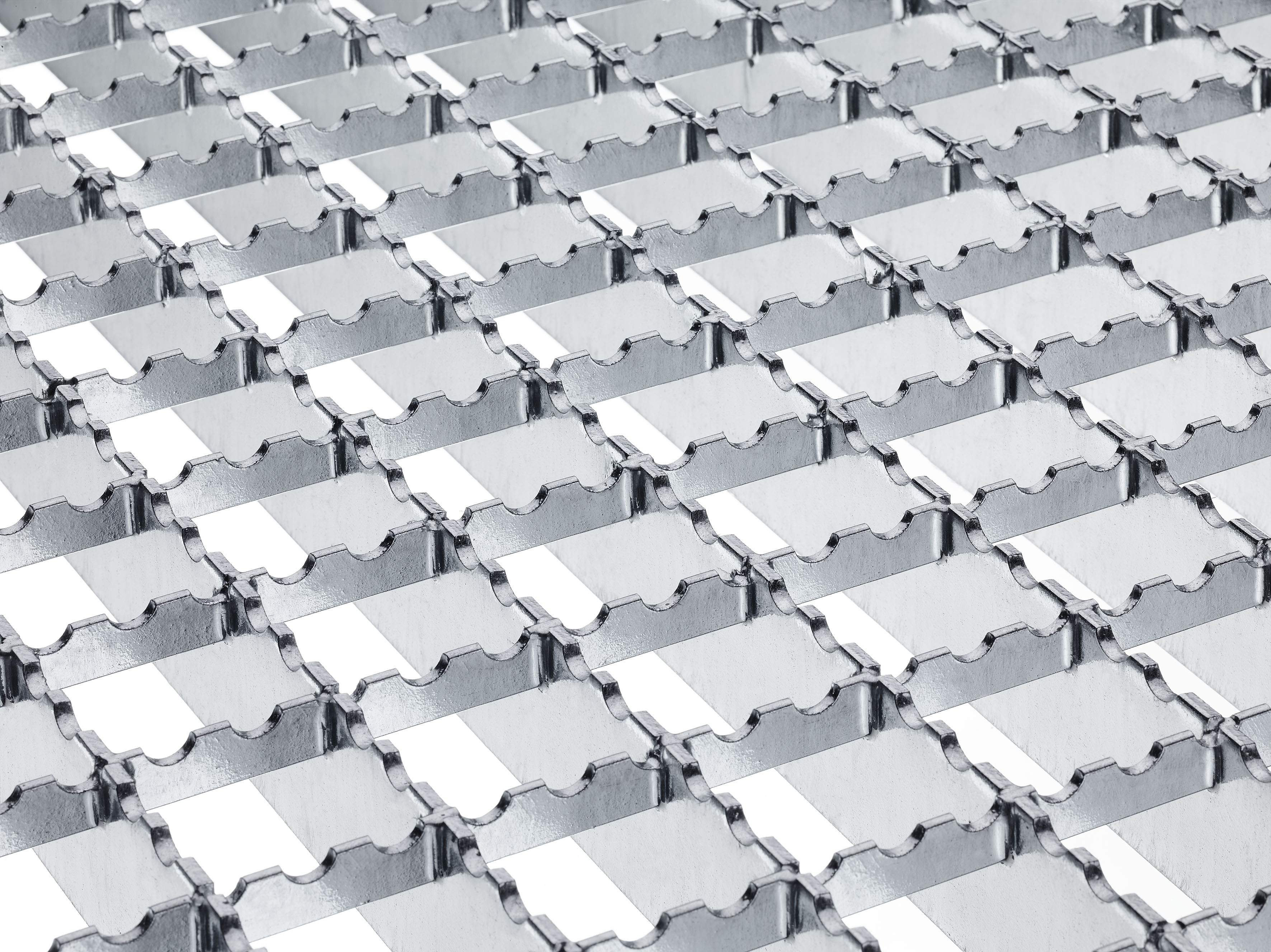
Forge welded grating
Forge welded gratings are also produced using high pressure and high electrical current. The cross bars are pressed into the bearing bars. This process ensures welded joints at every connection between the cross bar and the bearing bar, resulting in high strength, robustness, and load capacity.
Afterwards, the edge bar is welded perpendicular to the bearing bars, forming the complete grating.
Flexi forge welded gratings are produced in hot-dip galvanized steel.
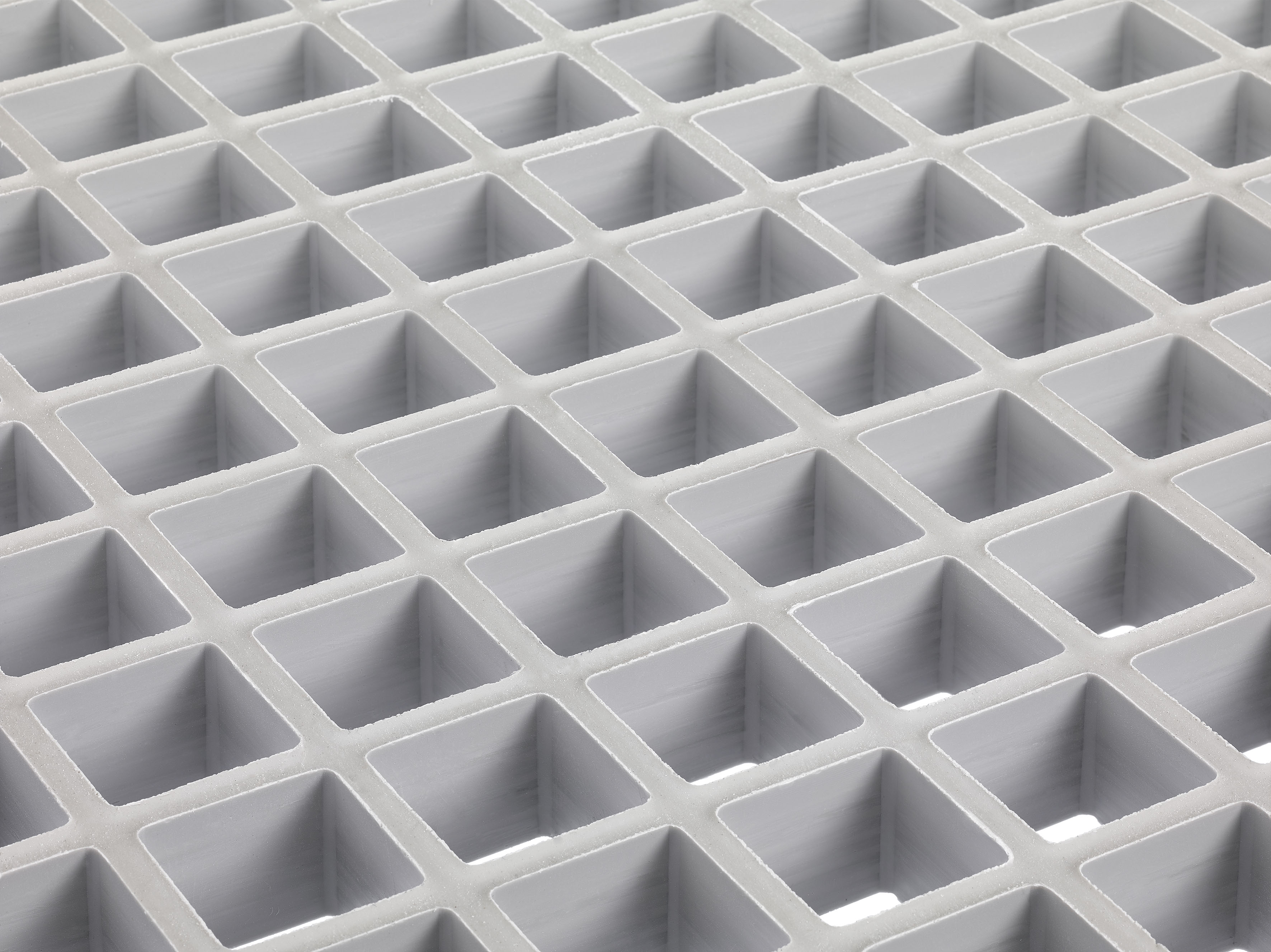
GRP-grating
GRP-gratings mainly consist of two components: resin and glass fibres. The glass fibres are arranged in layers in a grid structure in both directions. This combination provides strength and stiffness, while also being significantly lighter than steel gratings. Furthermore, this grating type is resistant to most chemicals and highly resistant to sun, wind, and weather.
The excellent corrosion resistance is one of the reasons why the offshore industry increasingly uses GRP-gratings. The gratings can be modified on-site, since GRP-gratings have load-bearing capacity in both directions. GRP-gratings are also non-conductive.
Internationally, GRP-gratings are also referred to as FRP.
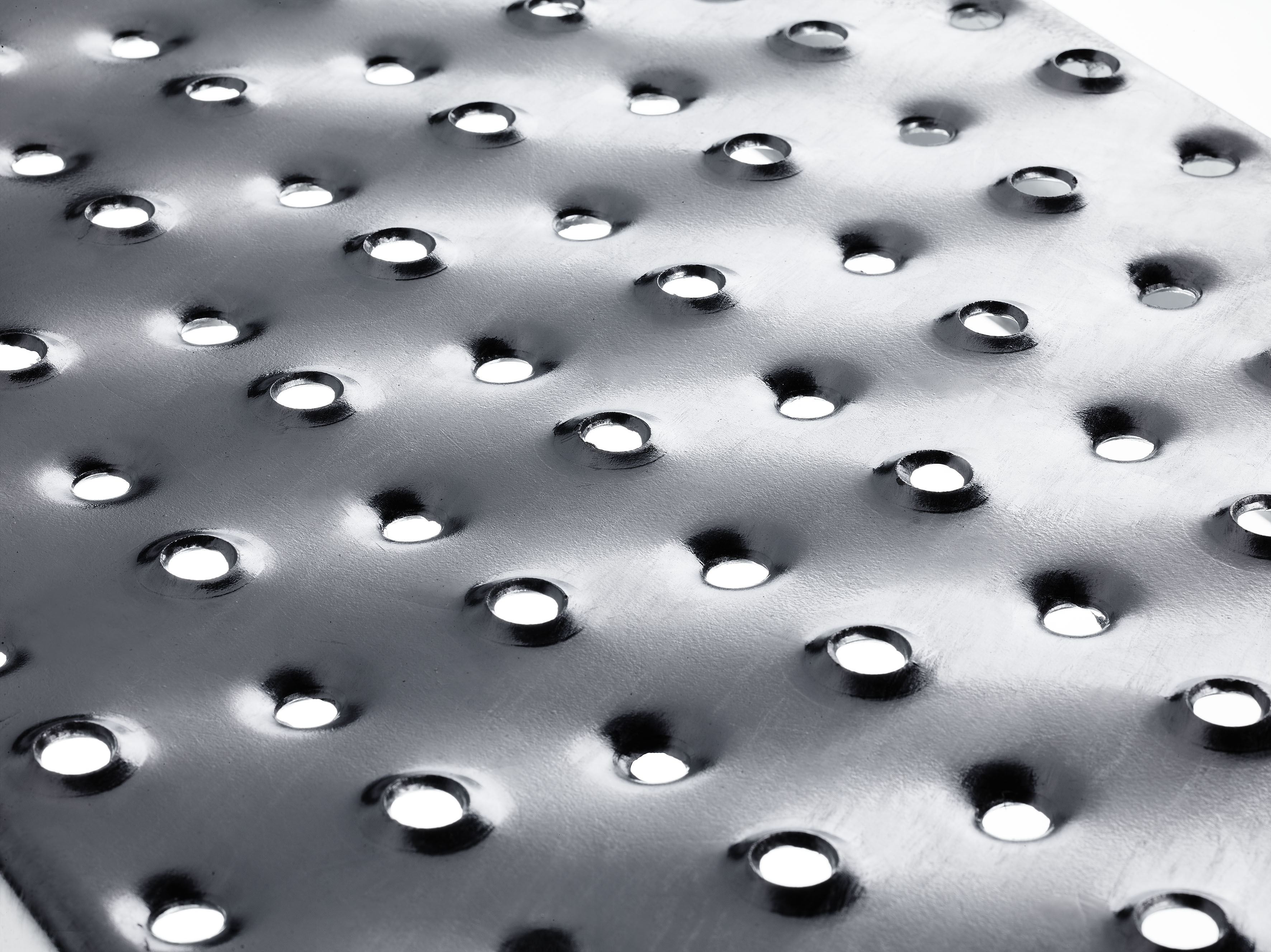
Perforated metal planks
Perforated metal planks begin as a steel plate, which is perforated in a punching machine and then bent into the desired plank dimensions for use in platforms, machinery systems, mezzanines, steps, and more.
Flexi perforated metal planks are produced in hot-dip galvanized steel, stainless steel, and acid-resistant stainless steel.
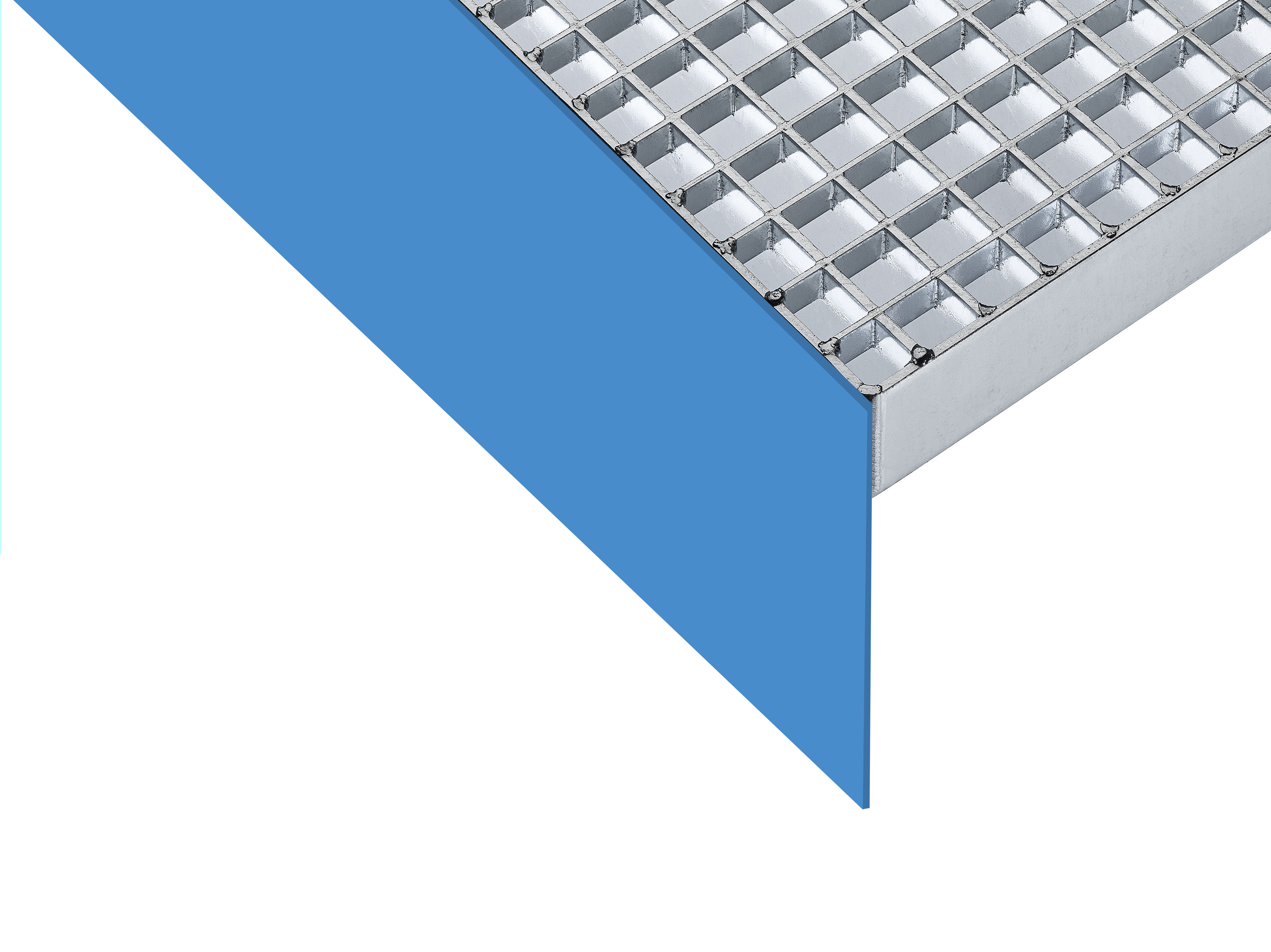
Bearing bar
The vertical bearing bar forms the primary load-bearing structure of the grating and is crucial for its strength and stability. In pressure locked gratings, recesses are punched into the bearing bar and adapted to the selected size of the cross bar to ensure a precise and robust connection.
In the illustration, the bearing bar is marked in blue.
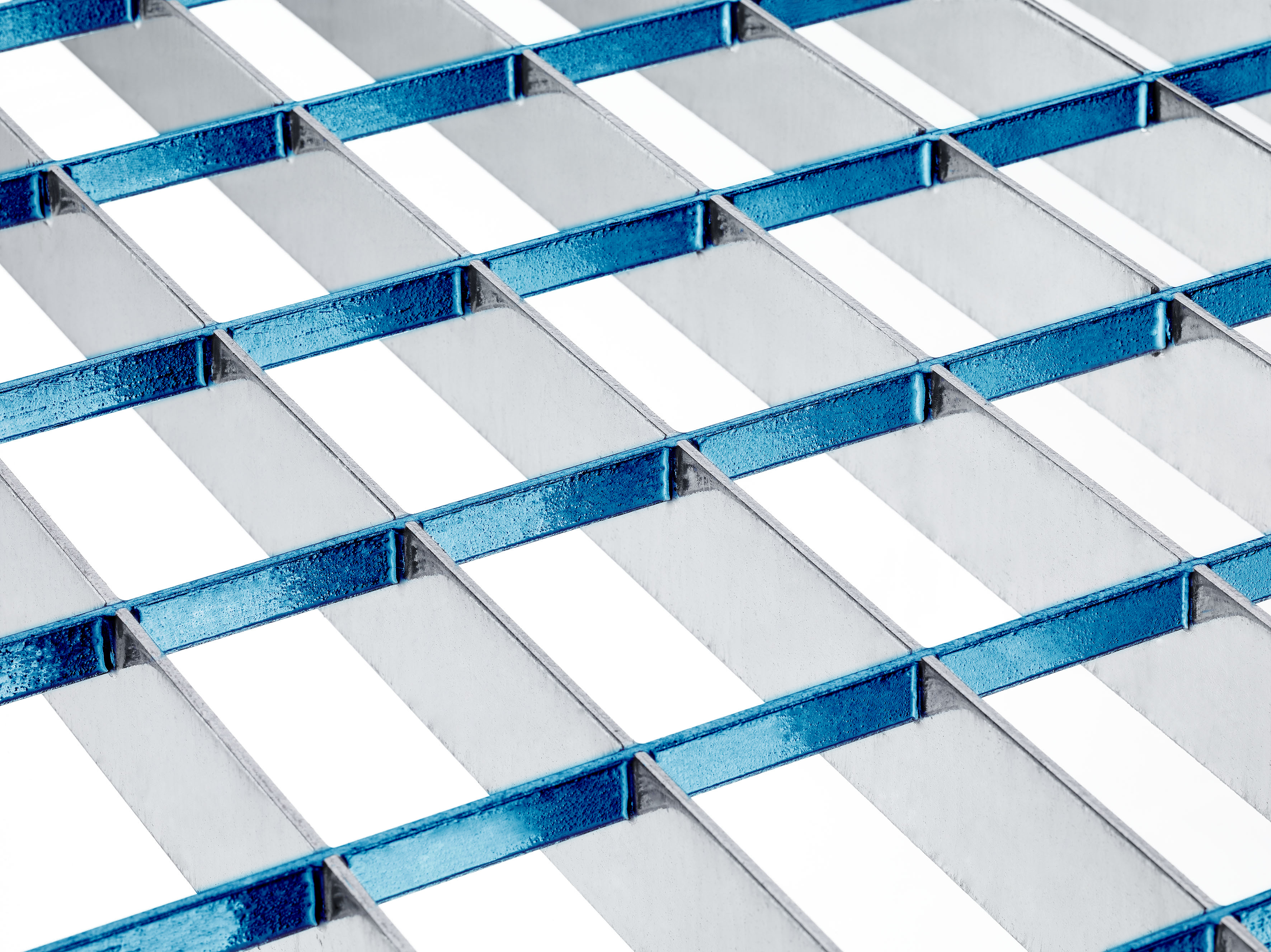
Cross bar
The cross bar is also vertical flat steel when referring to pressure locked gratings. In forge welded gratings, the cross bar is twisted steel, as the name suggests.
The primary purpose of the cross bar is to stabilize the bearing bars and maintain the strength of the grating. The cross bar itself does not normally have a load-bearing function.
The cross bar is illustrated in blue in the image.
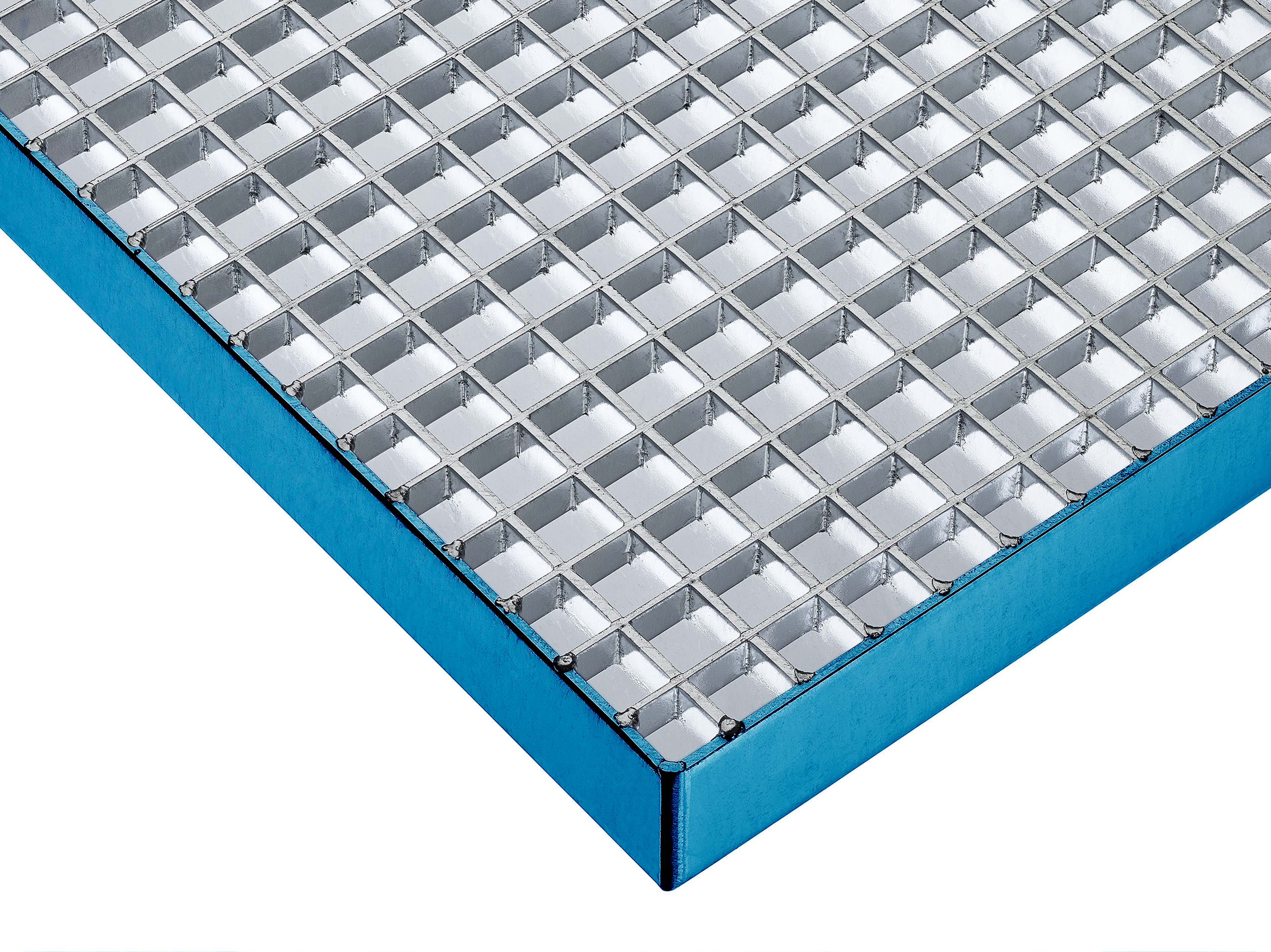
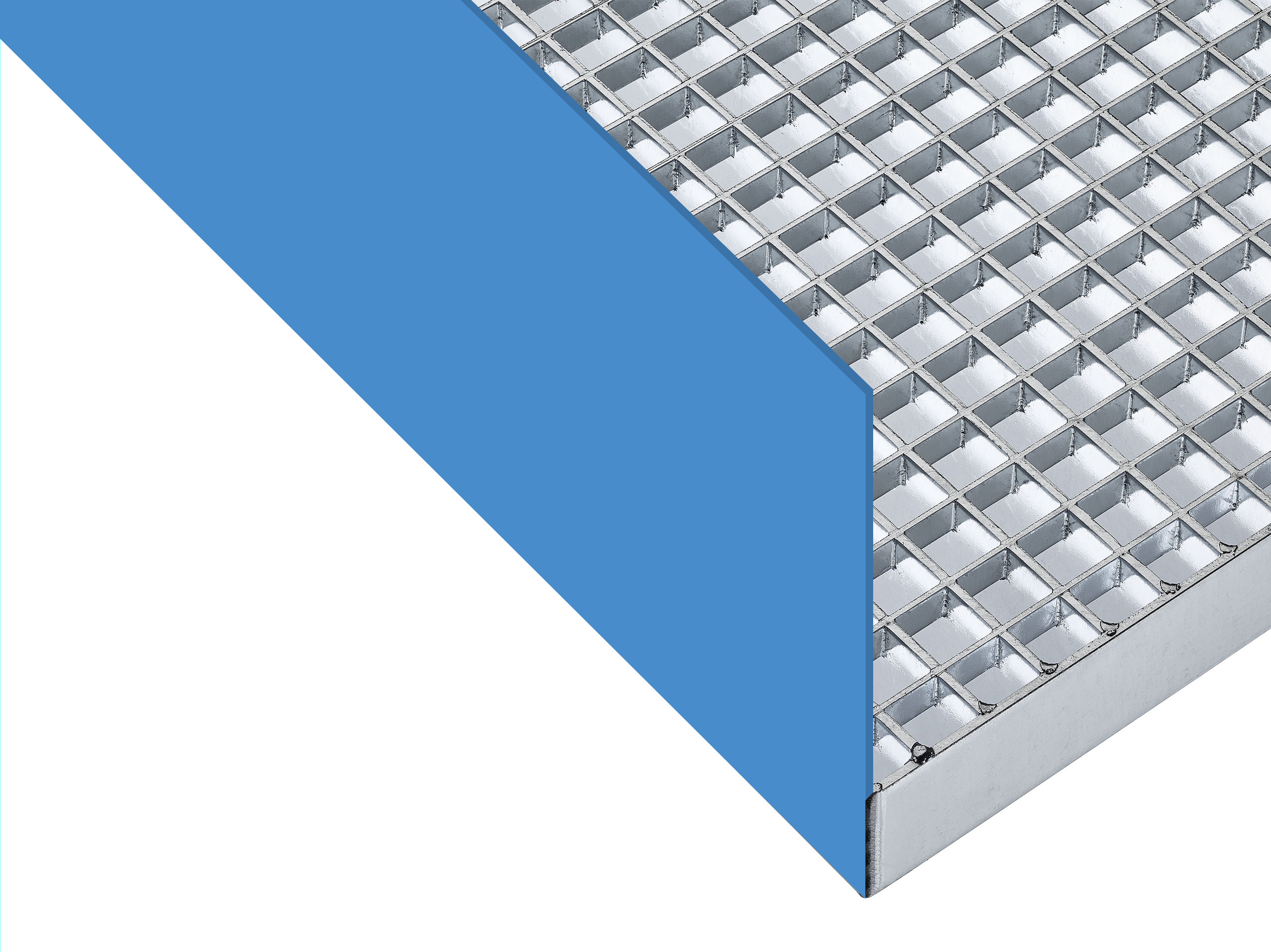
Edge bar
The third element in the construction of a steel grating is the edge bar. The edge bar is also vertical and welded onto the edges to provide strength and a proper finish.
The edge bar is illustrated in blue in the image.
Slip-resistant surface
A grating is generally slip-resistant according to the R-classification. However, what does it actually need to withstand?
In steel gratings, the bearing bar can be serrated to improve the slip resistance of the surface. In some cases, the cross bars undergo the same process.
The mould used for GRP-gratings creates a concave surface, which provides the highest standard slip resistance classification, R13. A sand-coated version is also available.
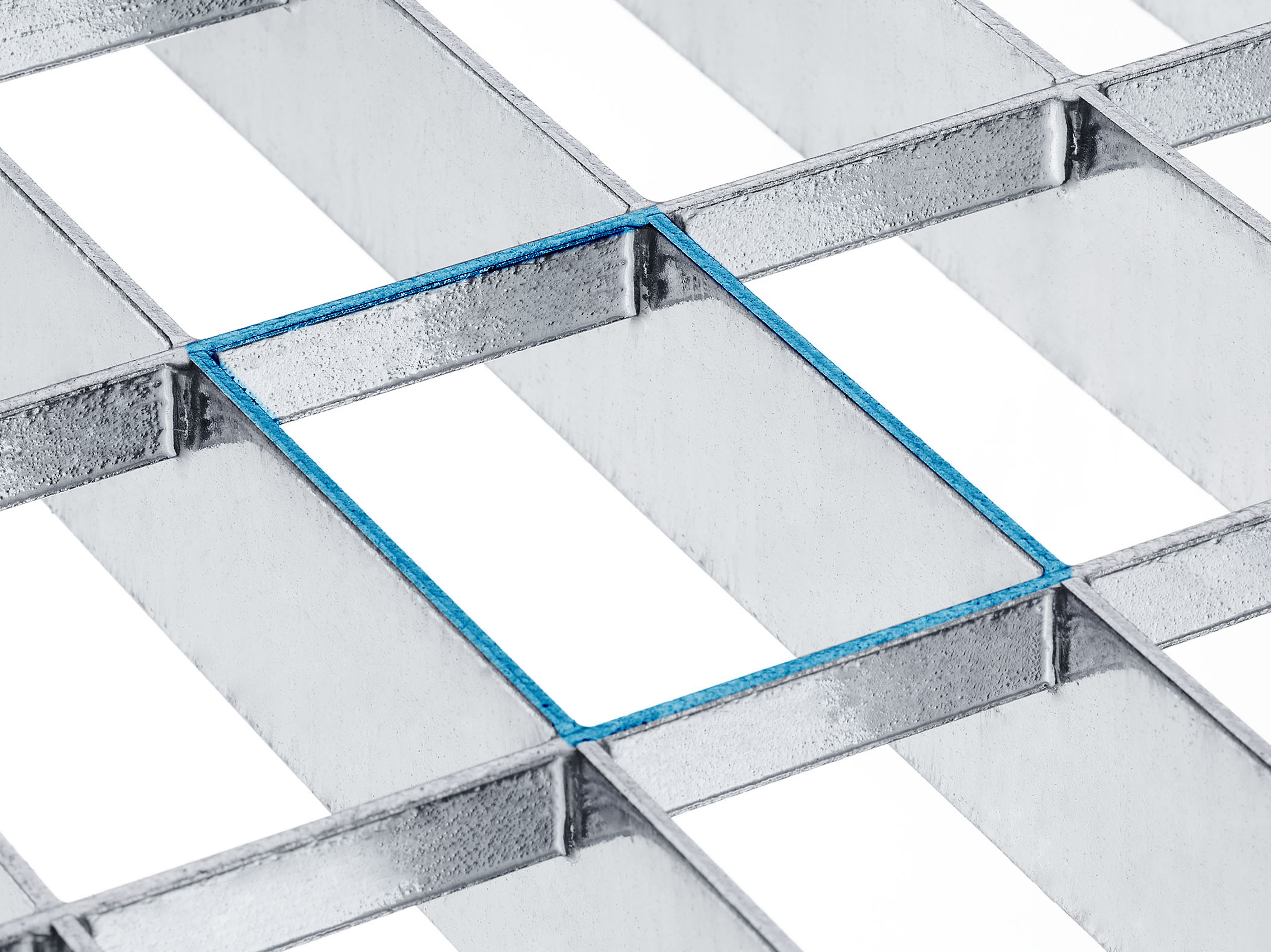
Mesh size
The mesh size of the grating is stated by listing the c/c measurement of the bearing bars first, followed by the c/c measurement of the cross bars.
The mesh is illustrated in blue in the image.
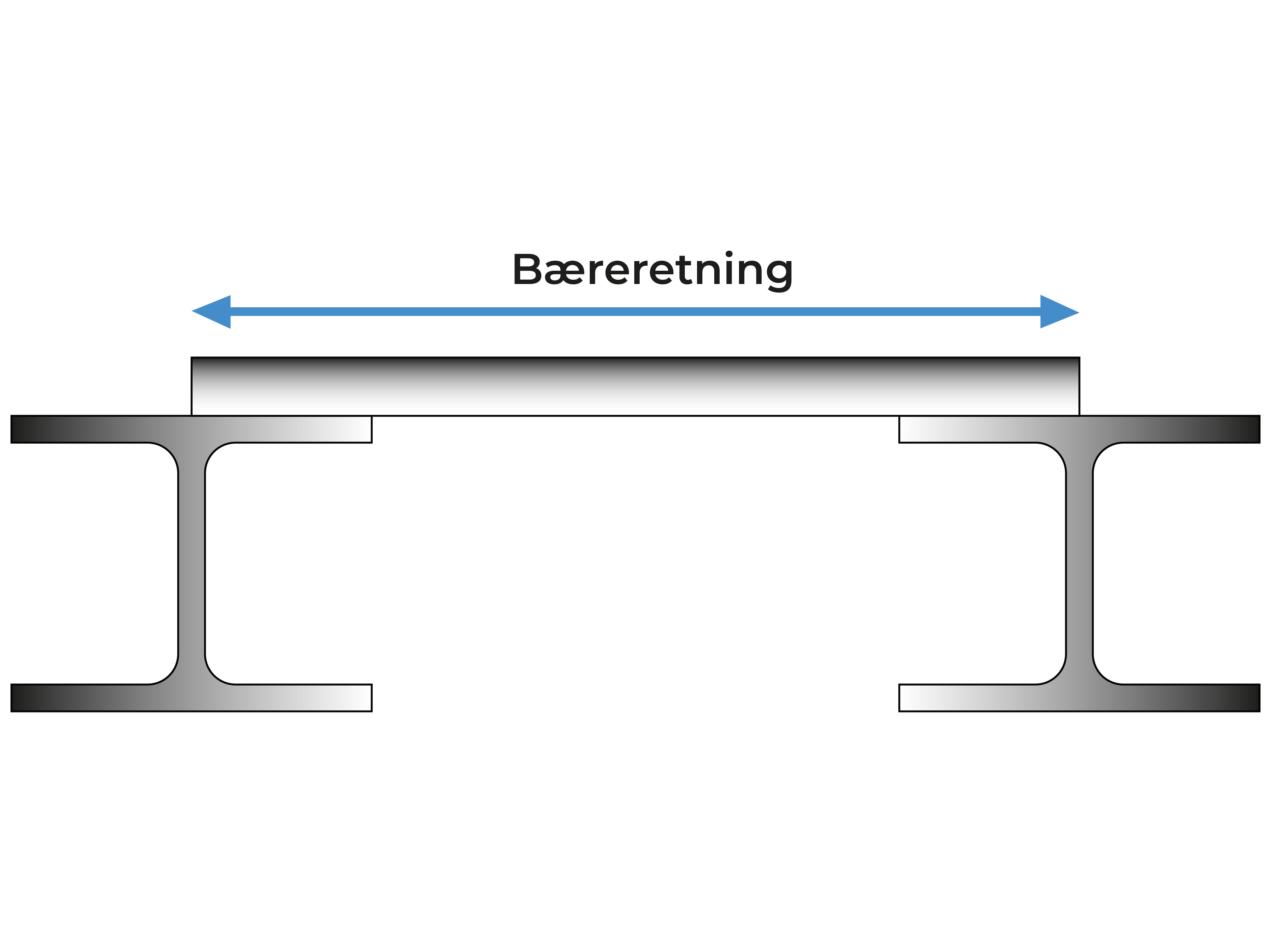
Bearing direction
An important part of the grating is: Which direction should the grating face?
The bearing direction indicates the direction of the bearing bars. It is important that the bearing bars run from support to support, as an incorrect bearing direction may have severe consequences.
The first stated dimension of the grating is always the bearing direction.
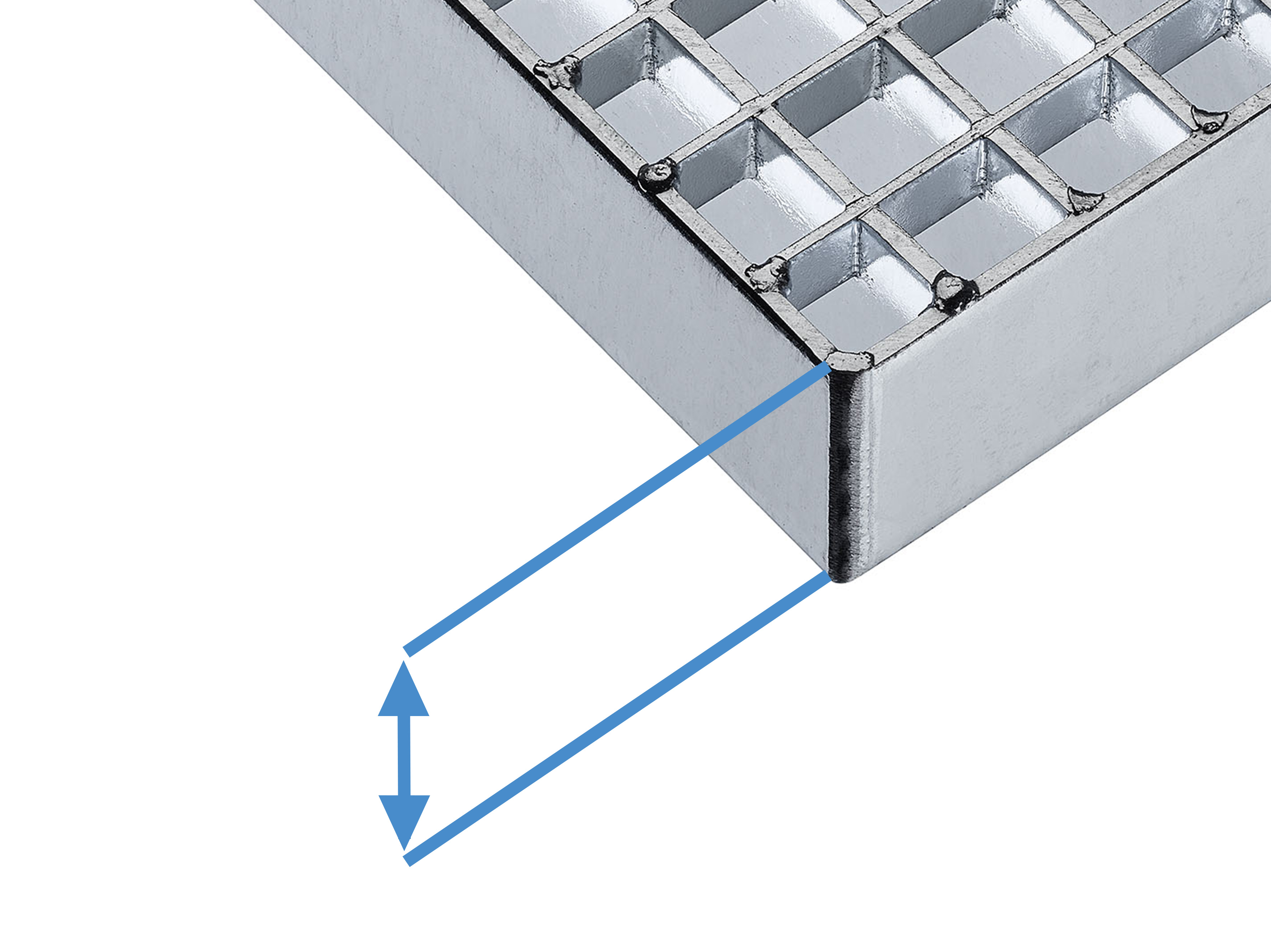
Grating height
The grating height is determined by the bearing bar and/or the edge bar.
Upward edge bar / kick plate
A kick plate is typically 100 mm higher than the grating height itself. If the grating height is 30 mm, the kick plate is therefore typically 130 mm.
A kick plate is a simple but important safety barrier that reduces the risk of falling objects and workplace accidents on platforms, scaffolding, and walkways.
Downward edge bar / kick plate
A downward kick plate faces downward and raises the bearing bars, allowing the edge bar to function as support/load-bearing. It is required at minimum along both transverse directions, but preferably on all sides for the best possible solution.
Opening size
If the grating is to fit into a frame, for example, the opening size is measured from edge to edge where the full grating size is placed.
This applies, for example, to light well gratings.

Span
Span is the measurement where the grating spans between supports. Also referred to as the “clear span” or “free span”.
Bearing surface
The required bearing surface for each grating varies individually. As a general rule, a minimum of 35 mm is required, but this varies depending on the grating type and the specific project.
Welded gratings
A welded grating is a solution used when the production machine’s maximum transverse direction does not allow for wider gratings. In such cases, two gratings can be welded together.
Cut-out
Cut-outs can be made in almost any shape imaginable, whether straight cuts or circular cut-outs. When cut-outs are made, the grating is produced to match the required outer contour dimensions.
The grating is then adapted into the desired finished product.
